Introduction
Imagine a world where machines could talk to each other, anticipate problems, and optimize processes without human intervention. Sounds futuristic, right? Well, with the Internet of Things (IoT), this future is already here. IoT has revolutionized numerous industries, and manufacturing is no exception. From improving operational efficiency to enhancing product quality, IoT applications for real-time monitoring are transforming manufacturing processes in unprecedented ways.
In this article, we’ll dive deep into how IoT is reshaping the manufacturing landscape, the key benefits it offers, and real-world applications that showcase its potential.
What is IoT in Manufacturing?

IoT in manufacturing refers to the integration of sensors, devices, and machines connected via the internet to collect, analyze, and share data in real-time. This interconnected ecosystem, often referred to as the Industrial Internet of Things (IIoT), enables smarter decision-making and more efficient operations.
Why Real-Time Monitoring Matters
Enhancing Operational Efficiency
Real-time monitoring allows manufacturers to keep a constant eye on their equipment and processes. This minimizes downtime, optimizes performance, and ensures smooth operations.
Reducing Downtime
Unplanned equipment failures can cost manufacturers thousands of dollars per minute. IoT systems provide predictive maintenance alerts, helping to prevent such costly breakdowns.
Improving Product Quality
With continuous data monitoring, manufacturers can identify inconsistencies or defects in real-time, ensuring that products meet quality standards.
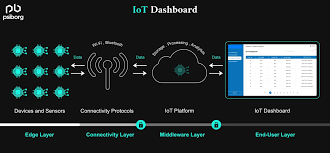
Key IoT Components in Manufacturing
Sensors and Actuators
Sensors capture real-time data like temperature, pressure, and vibration, while actuators enable automated responses based on this data.
IoT Gateways
Gateways act as intermediaries, collecting data from sensors and transmitting it to cloud platforms or on-premises servers.
Cloud Computing
Cloud platforms store and process massive amounts of data, enabling advanced analytics and machine learning algorithms to generate actionable insights.
Data Analytics Tools
Analytics platforms transform raw data into meaningful insights, providing visualizations, predictions, and recommendations.
Real-World Applications of IoT in Manufacturing
Predictive Maintenance
One of the most impactful applications of IoT is predictive maintenance. By analyzing sensor data, manufacturers can predict when equipment is likely to fail and schedule maintenance accordingly.
Example: A car manufacturer uses IoT sensors to monitor machinery vibrations. When irregular patterns are detected, maintenance is scheduled before a breakdown occurs.
Supply Chain Optimization
IoT enables real-time tracking of inventory levels, shipments, and production schedules, ensuring a seamless supply chain.
Example: Smart pallets equipped with IoT sensors provide live updates on their location and condition, reducing delays and losses.
Quality Control
IoT systems monitor production lines to identify defects or anomalies in real time, ensuring consistent product quality.
Example: In food processing, IoT sensors measure temperature and humidity to maintain product integrity.
Energy Management
IoT devices track energy usage across machines and processes, helping manufacturers reduce energy waste and cut costs.
Example: A textile manufacturer uses IoT to monitor power consumption patterns and adjust machine settings to save energy.
Worker Safety
IoT wearables and sensors enhance workplace safety by detecting hazardous conditions and sending alerts to workers and supervisors.
Example: Smart helmets equipped with IoT sensors detect harmful gases and notify workers in real-time.
Remote Monitoring and Control
IoT systems allow managers to monitor and control manufacturing processes remotely via smartphones or tablets.
Example: A plant manager adjusts machine settings remotely during off-hours to prepare for the next shift.
Asset Tracking
IoT simplifies asset tracking, ensuring equipment and tools are where they need to be when they’re needed.
Example: RFID tags connected to IoT networks help track tool usage and location in real-time.
Check: Samsung Galaxy S24 Ultra: Everything You Need to Know
Benefits of IoT in Real-Time Monitoring
Increased Efficiency
IoT-enabled real-time monitoring ensures optimal performance, reducing waste and improving overall productivity.
Cost Savings
By minimizing downtime, optimizing resource usage, and enabling predictive maintenance, IoT significantly lowers operational costs.
Enhanced Decision-Making
With access to real-time data and analytics, manufacturers can make informed decisions quickly and confidently.
Better Compliance
IoT systems help ensure adherence to industry regulations and standards by providing accurate records and monitoring critical parameters.
Competitive Advantage
Manufacturers that leverage IoT for real-time monitoring gain a competitive edge through increased agility and customer satisfaction.
Challenges in Implementing IoT for Real-Time Monitoring
Data Security
With increased connectivity comes the risk of cyberattacks. Securing IoT networks and data is a top priority.
Integration with Legacy Systems
Many manufacturers struggle to integrate IoT solutions with older, non-digital machinery and systems.
High Initial Costs
The upfront investment in IoT devices, platforms, and infrastructure can be significant, especially for small manufacturers.
Data Overload
Managing and analyzing vast amounts of data generated by IoT devices can be overwhelming without the right tools.
Overcoming Implementation Challenges
Robust Cybersecurity Measures
Invest in secure communication protocols, data encryption, and regular system audits to protect against cyber threats.
Gradual Implementation
Start small with pilot projects before scaling IoT solutions across the entire facility.
Employee Training
Educate employees on IoT systems to ensure smooth adoption and effective utilization.
Partnering with Experts
Collaborate with IoT solution providers to design and implement tailored systems that meet specific needs.
Future Trends in IoT for Manufacturing
Artificial Intelligence Integration
AI-powered IoT systems will enhance predictive analytics, enabling even smarter decision-making.
5G Connectivity
The rollout of 5G networks will significantly improve the speed and reliability of IoT systems.
Edge Computing
Processing data closer to its source (on the “edge”) will reduce latency and enhance real-time capabilities.
Sustainability Initiatives
IoT will play a critical role in helping manufacturers meet sustainability goals by optimizing resource usage and reducing emissions.
Also Check: Pet Zoos: A Journey into the World of Animal Companions
Conclusion
IoT applications for real-time monitoring are revolutionizing manufacturing processes, offering unparalleled benefits such as improved efficiency, reduced downtime, and enhanced product quality. While challenges like data security and high initial costs exist, the advantages far outweigh the drawbacks. By embracing IoT, manufacturers can stay ahead of the curve, drive innovation, and achieve long-term success.
FAQs
1. What is IoT in manufacturing?
IoT in manufacturing refers to the use of connected devices and sensors to collect and analyze real-time data, enhancing efficiency and decision-making.
2. How does IoT enable predictive maintenance?
IoT sensors monitor equipment performance, identifying patterns and anomalies that indicate potential failures, allowing for timely maintenance.
3. What are the key benefits of real-time monitoring in manufacturing?
Real-time monitoring improves efficiency, reduces downtime, enhances product quality, and lowers operational costs.
4. What challenges do manufacturers face when implementing IoT?
Common challenges include data security risks, integration with legacy systems, high initial costs, and managing large data volumes.
5. How is IoT shaping the future of manufacturing?
IoT, combined with AI, 5G, and edge computing, is driving innovation, improving sustainability, and enabling smarter, more agile manufacturing processes.